La calibration de l’extrudeur est une étape essentielle pour garantir que la quantité de filament extrudée correspond à celle demandée.
Une calibration précise de l’extrudeur est cruciale pour améliorer la qualité de vos impressions 3D.
Cette procédure se déroule en deux étapes principales :
Étape 1 : Réglage des Steps (rotation_distance) du Moteur de l’Extrudeur
La rotation_distance est la distance parcourue par l’axe après un tour complet du moteur pas à pas de l’extrudeur.
Voici comment procéder :
Marquez le filament à 120 mm de l’entrée de l’extrudeur.
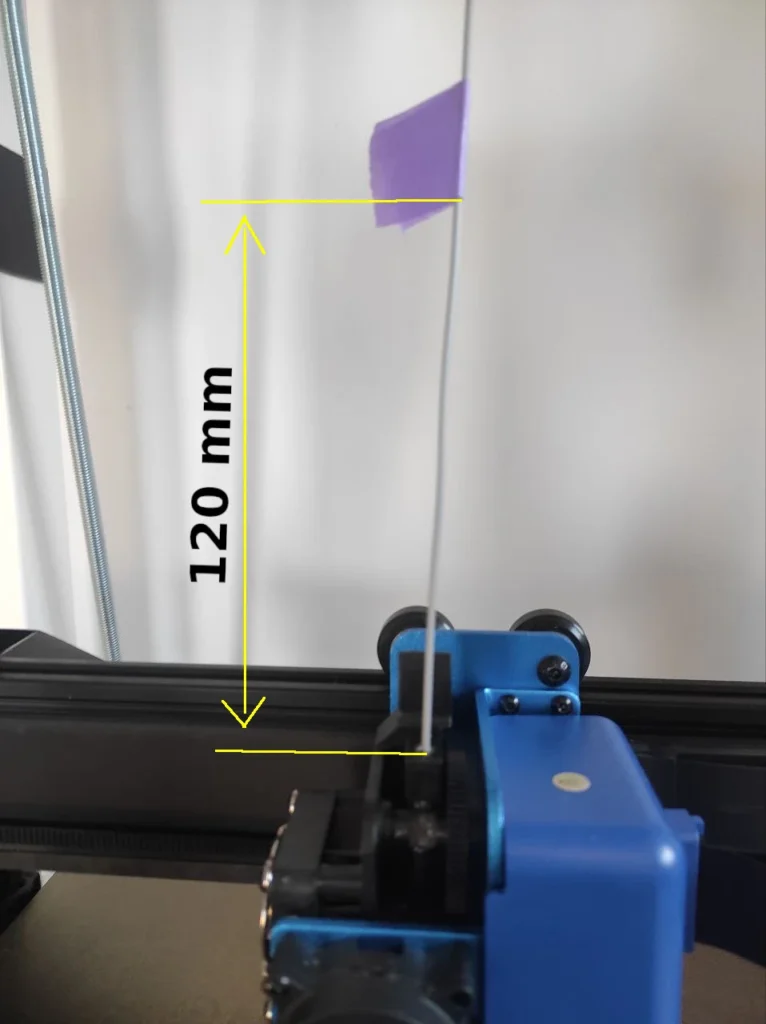
Demandez à l’imprimante d’extruder 100 mm de filament en chauffant l’extrudeur à la température d’impression de votre filament.
Dans la console de Klipper, entrez la commande suivante :
G1 E100 F100Une fois l’extrusion de 100 mm terminée, mesurez la distance restante entre l’extrudeur et la marque que vous avez tracée.
Si vous trouvez 20 mm de filament restants, félicitations, votre rotation_distance est correctement réglée !
Sinon, poursuivez la calibration.
Utilisez la formule suivante pour calculer la nouvelle valeur de rotation_distance :
rotation_distance = ancienne_rotation_distance * (120 - distance_restante) / 100Aller dans Klipper puis trouver dans le fichier printer.cfg les lignes qui définissent votre extrudeur :
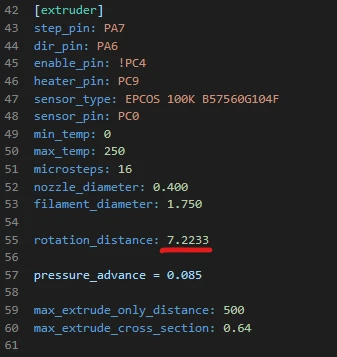
Relever la valeur ‘rotation_distance’.
Supposons que la distance restante de filament mesurée est de 18.5 mm .
en utilisant la formule précédente : rotation_distance = 7.2233 * (120 – 18.5) / 100
La nouvelle valeur de rotation_distance est donc 7,3316495
Remplacer rotation_distance dans le fichier printer.cfg par la nouvelle valeur trouvée
Redémarrez Klipper en cliquant sur « Sauvegarde et redémarrage ».
Répétez l’opération pour vous assurer que l’extrudeur extrude maintenant 100 mm de filament correctement.
Je vous met à disposition une page qui vous permettra de faire ce calcul automatiquement a l’adresse suivante CALCULATEUR Rotation_distance.
Étape 2 : Calibration du Multiplicateur d’Extrusion
Après avoir calibré la quantité de filament extrudée, vérifions que le filament réellement extrudé correspond aux calculs de votre slicer.
Suivez ces étapes :
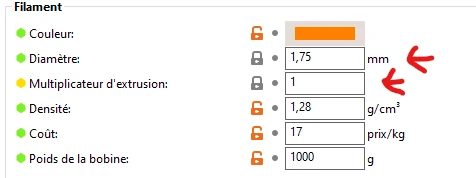
Mesurez précisément le diamètre de votre filament avec un pied à coulisse et saisissez cette valeur dans votre slicer.
Assurez-vous que le coefficient multiplicateur d’extrusion est réglé sur 1.
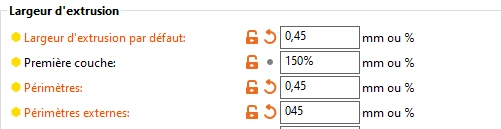
Notez la largeur d’extrusion prévue dans votre slicer.
Téléchargez un cube de test et configurez votre slicer avec les paramètres suivants : Hauteur de couche de 0,2 mm
- 2 périmètres
- 0 couche solide supérieure
- 1 couche solide inférieure
- 0% de remplissage
- vitesse d’impression de 50 mm/s.
Imprimez le cube.
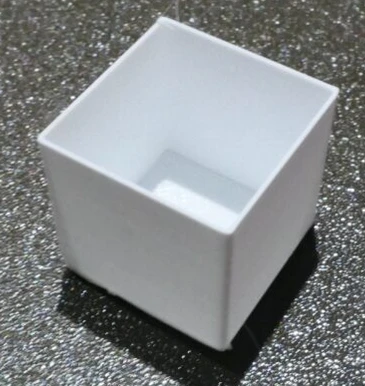
Une fois l’impression terminée, mesurez l’épaisseur des parois du cube de chaque côté et calculez la moyenne.

Utilisez la formule suivante pour calculer le nouveau multiplicateur d’extrusion :
nouveau multiplicateur = ancien multiplicateur * épaisseur prévue / épaisseur moyenne mesuréeexemple :
ancien multiplicateur = 1
épaisseur prévue (largeur d’extrusion slicer) = 0.45
épaisseur moyenne mesurée : 0.42
nouveau multiplicateur = 1 * (0.45 / 0.42) = 1.0714
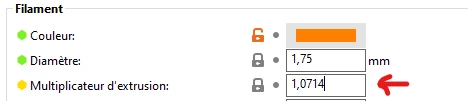
Modifiez le multiplicateur d’extrusion dans votre slicer avec la nouvelle valeur.
La calibration de l’extrudeur est maintenant terminée.
Gardez à l’esprit que vous devrez recalibrer l’extrudeur à chaque changement de filament, car chaque filament a ses propres caractéristiques.
